
作为一名在抄数行业摸爬滚打了十五年的工程师,我见过太多刚入行的年轻人拿着几百万的扫描仪,扫出来的东西却是一团糟。设备只是工具,真正决定数据质量的,是你对扫描底层原理的理解程度。
今天这篇文章,我们就把数字化测量技术的底裤扒干净。没有废话,全是实战经验。
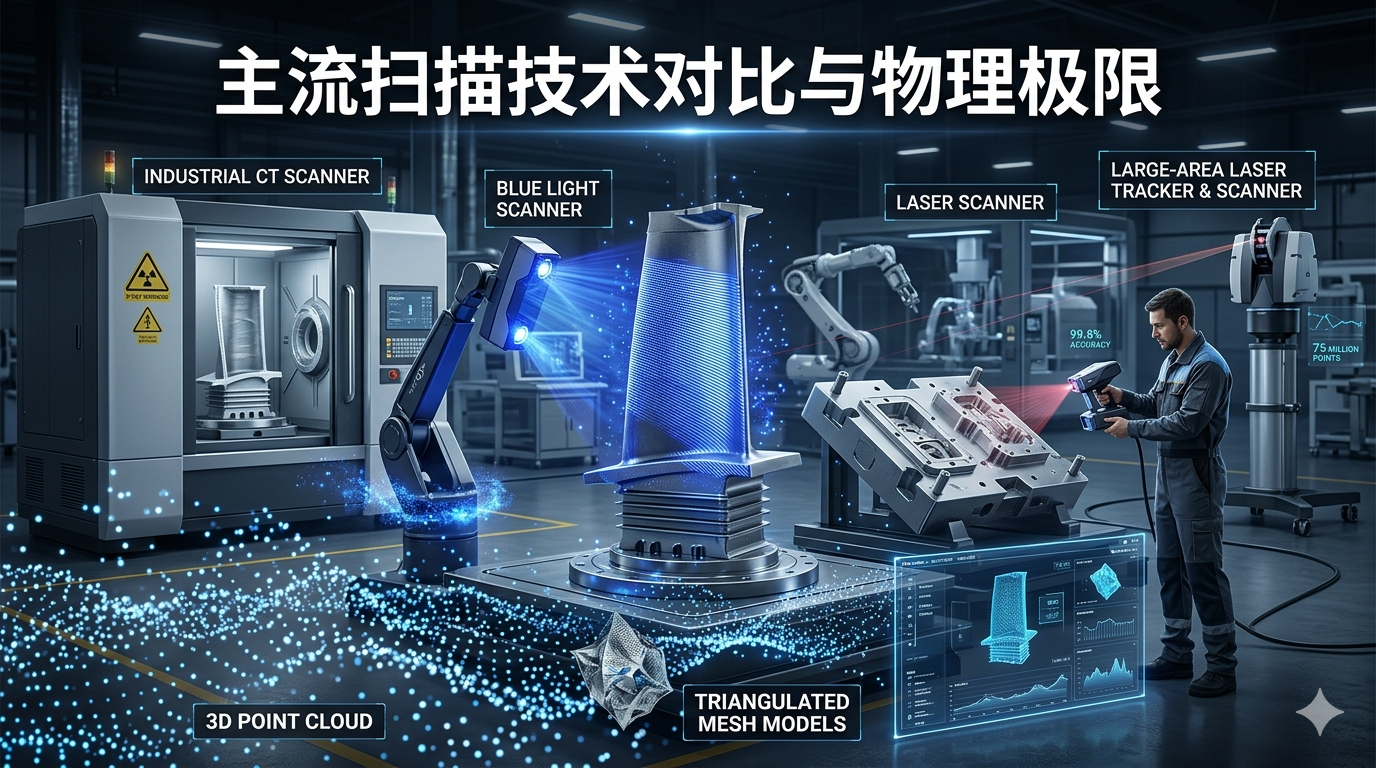
1.1 三类主流扫描技术,选错等于白干
先给各位泼盆冷水:没有万能的扫描仪。每一种技术都有它的应用场景和致命伤,选错了,扫出来的数据就是垃圾。
拍照式扫描(光栅扫描)—— 精密件的首选
这东西的数学原理不复杂,就是相移法加上三角测距。投影仪往工件上打一组正弦条纹光栅,相机捕捉条纹的变形,然后通过相位解算反推三维坐标。
单幅精度能做到±0.008mm,这个精度在目前所有光学扫描手段里算顶级的了。但代价是什么?视场小。一次只能拍巴掌大一块区域,扫一个拳头大小的模具镶件,可能要拍四五十张照片。
最适合的场景:精密模具镶件、涡轮叶片、微小齿轮。那些要求整体精度控制在0.01mm以内的活儿,非它不可。
但是,这东西有个让人头疼的毛病——对反光和透明表面完全失效。你拿它扫一个抛光过的金属件,投影光打上去直接镜面反射,相机啥也收不到。解决办法只有一个:喷显影剂。后面我们会细说怎么喷。
手持激光扫描 —— 万金油,但别神化
这是目前市面上最常见的类型,EinScan、HandySCAN之类的都属于这类。原理是激光三角法:激光发射器打出一条线或一个面,相机捕捉激光在物体表面的位置,根据激光源与相机的固定几何关系计算出距离。
精度一般在±0.02mm到0.05mm之间,比拍照式差一档,但胜在速度快、视场大。扫一个汽车保险杠,十来分钟就能搞定。
但我要提醒各位一句:手持激光扫描有累积误差。你拿着它像刷油漆一样来回扫,每一帧的定位误差会逐渐累积。解决办法就是贴参考点,而且参考点的间距不能太大,最好控制在扫描仪视场角的1/3以内。
工业CT —— 内部结构的上帝视角
这东西不是光学扫描,是X射线。工件转一圈,探测器接收不同角度的射线衰减信号,通过重建算法算出内部每个体素的密度,然后提取表面轮廓。
精度取决于体素尺寸,现在工业CT最小可以做到0.001mm的体素。这意味着什么?你能看到塑胶件内部的气孔、玻纤取向、甚至螺丝拧入后的牙型变形。
但这玩意儿太贵了,一台设备几百万起步,扫一个工件按小时收费,而且重建一个模型动不动就是半天。非必要不轻易用,但对于那些内部结构复杂、或者有非破坏性检测需求的场景,它是唯一的选择。
1.2 扫描前的工件处理,这步做错了后面全白搭
很多人拿到工件就开扫,扫出来一堆噪点、黑洞,然后花大量时间在软件里修补。这是典型的弯路。花十分钟处理工件,能省下两小时的修图时间。
显影剂怎么喷?大有讲究
透明件、黑色高光件、镜面金属件,这三种不喷显影剂基本没法扫。光打上去要么穿透,要么全反射,相机收不到有效信号。
我试过市面上十几种显影剂,踩过不少坑。先说千万别用的:普通白色自喷漆。这东西喷上去确实能扫,但涂层厚度在0.02到0.05毫米之间,会直接覆盖掉零件表面的精细特征。而且干透了很难去除,丙酮都擦不干净,客户看到你把他的样件喷了漆,能当场跟你翻脸。
推荐两种:氧化镁粉和专业钛白粉喷雾。
氧化镁粉是用酒精调的,比例大概是一勺粉兑十毫升酒精,搅匀了用小喷壶喷。喷出来是极细的白色雾状颗粒,干了以后用手指一擦就掉,对工件零损伤。缺点是比较麻烦,每次都要现调。
钛白粉喷雾是现成的,买进口的那种,别图便宜买国产的。喷的时候距离工件30厘米左右,薄薄一层就够了,别喷成雪人。扫完了用压缩空气一吹就掉。
显影剂的厚度直接影响精度。专业做法是:喷完后用标准球校验一次,测量喷涂层厚度,然后在扫描软件里做补偿。不过绝大多数场景不需要这么较真,喷薄一点就行。
参考点贴法里的门道
参考点就是那些黑白相间的圆形小贴纸,激光扫描时用来定位的。很多人贴得随心所欲,结果扫描中途跟踪丢失,或者拼接出来的数据分层错位。
贴点有三个铁律:
第一,间距要均匀。平滑大面区域,间隔控制在50到80毫米。曲面变化剧烈的区域,加密到30毫米。曲面曲率变化越大,参考点就要越密。
第二,每个扫描站位内至少保证三个不共线的参考点。这句话翻译成人话就是:你拿扫描仪对着工件任何一个角度,视野里都要能看到至少三个点,而且这三个点不能排成一条直线。三点共线的话,扫描仪无法解算出旋转姿态。
第三,全流程至少三个公共基准点。什么意思?如果你分多次扫描,或者需要把扫描数据和CMM测量数据对齐,必须在工件上标记三个固定的基准位置。可以是用钢针打三个冲眼,也可以是贴三个特殊的编码点。这三个点的坐标贯穿全流程,是所有数据对齐的锚。
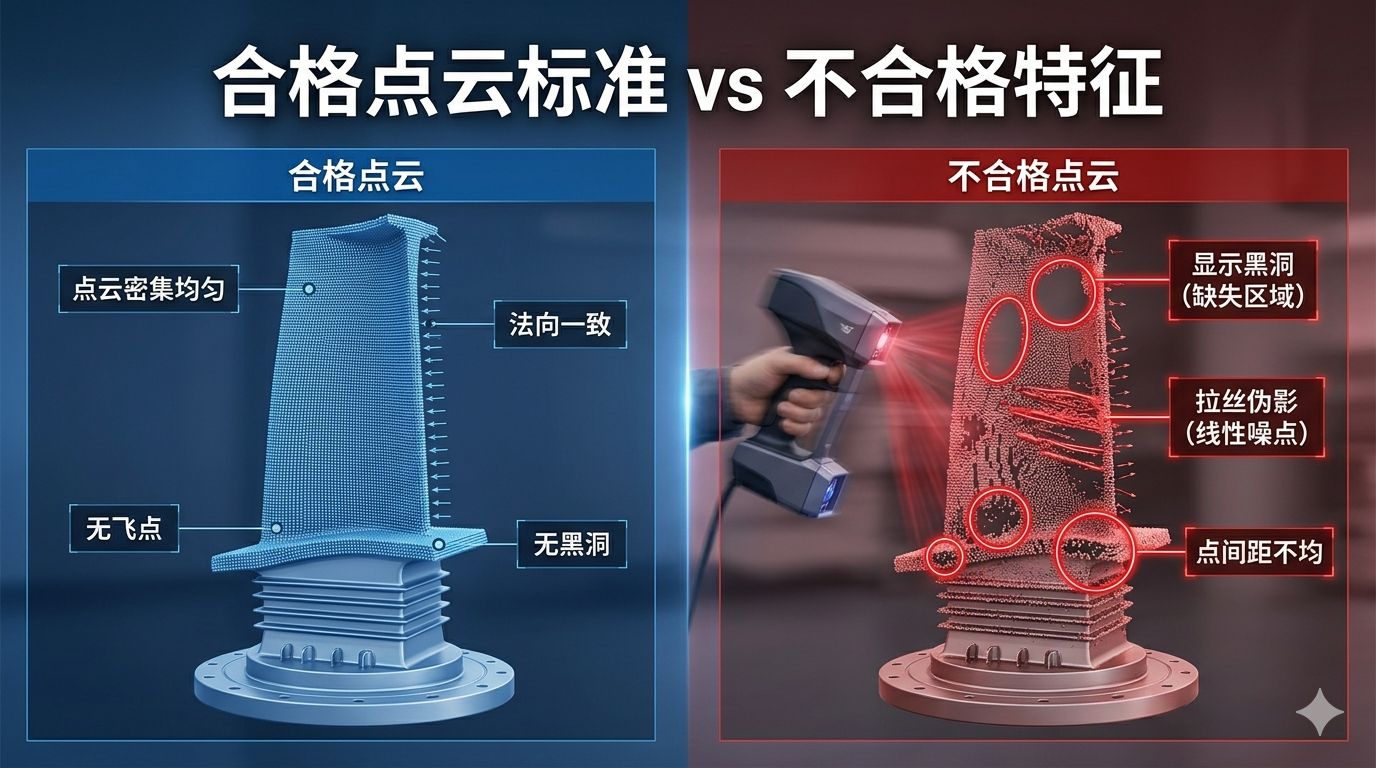
1.3 什么样的点云算合格?四个硬指标
扫完了拿到点云,别急着往下做,先检查这四个指标。不合格就重扫,别指望软件能帮你擦屁股。
指标一:无重叠层纹
层纹长什么样?就是你明明扫的是一个光滑球面,点云图上却出现一道道像等高线一样的条纹,一层叠一层。这是典型的拼接错位,通常是参考点松动或者扫描仪温漂导致的。解决办法只有重扫,别想着用平滑滤镜抹掉,抹掉的同时会把曲率信息也抹掉。
指标二:法向一致
法向就是三角网格上每个小三角形的朝向。理论上所有三角形的法向应该全部朝外或者全部朝内。如果你看到法向图上有红有蓝杂乱无章,说明有些三角形的朝向翻转过来了。在Geomagic里用统一法向的命令可以修复,但如果翻转的三角形太多,模型会变成一团乱麻,这时候也要重扫。
指标三:点间距均匀
点间距一般是扫描精度的三到五倍。比如你的扫描仪标称精度0.02毫米,那点间距在0.06到0.1毫米之间是合理的。如果点间距忽大忽小,大的地方超过0.3毫米,说明扫描的时候距离没控制好,太远了。距离远了精度也会下降,这组数据基本废了。
指标四:无飞点
飞点就是那些明显脱离主体、孤零零飘在空中的点。噪点的一种,通常是环境光干扰或者工件表面有灰尘导致的。在软件里可以用统计滤波去除,但飞点太多说明扫描环境不合格,需要改善光照条件或者重新清洁工件。
1.4 我踩过的那些坑,希望你别再踩
十五年做下来,我自己也犯过低级错误。说几个印象深刻的,供各位引以为戒。
第一次用拍照式扫描仪扫一个抛光的不锈钢模具,不喷显影剂直接开扫。结果投影光打上去,光栅条纹全部模糊成一团,软件死活解算不出相位。折腾了两个小时,换了好几个角度,都不行。最后老老实实喷了氧化镁粉,十分钟扫完。
还有一次用手持激光扫描仪扫一个黑色ABS外壳,参考点贴得太稀疏,间距差不多100毫米。扫到一半软件提示跟踪丢失,重新定位后继续扫,最后拼接出来的数据,头部和尾部错位了整整两毫米。重贴了参考点,间距改到50毫米,一次过。
最惨的一次是用CT扫描一个塑胶齿轮,想看清内部玻纤取向。结果忘了跟操作员说我要的表面精度,他用了快速扫描模式,体素尺寸设得很大。重建出来的模型,齿形跟狗啃的一样,根本没法用。那一单赔了八千块的扫描费。
扫描这件事,三分靠设备,七分靠准备。把工件处理好了,参考点贴对了,剩下的就是按部就班。反过来,准备工作偷懒,后面修图的时间够你喝两壶。
下一篇文章我们聊点云与网格处理的核心算法,Geomagic里那些命令到底该怎么用,参数怎么设。感兴趣的朋友可以点个关注,咱们下期见。



