
CNC vs. 3D打印 vs. 真空复模:手板制造的三大工艺
在手板制造领域,CNC加工、3D打印与真空复模(Vacuum Molding)三大工艺各具优势,常被并称为“手板制造三巨头”。本文从七个核心维度——成型原理、材料库、精度公差、表面质量、尺寸限制、成本结构与交付周期——进行客观技术对比,旨在为工程师与产品开发团队提供可量化、可决策的工艺选型依据。
1. 成型原理
- CNC加工:通过数控机床(如铣床、车床)对实体材料(金属、塑料)进行切削加工,属于“减材制造”,精度高、结构稳定。
- 3D打印:通过逐层堆积材料(如SLA、SLS、FDM等),属于“增材制造”,可实现复杂几何结构,无需模具。
- 真空复模:先制作硅胶或玻璃纤维模具,通过真空压力将液态树脂或热塑性材料注入成型,属于“复制成型”,适合大批量复制。
2. 材料库(常用材料及性能)
| 工艺 | 常用材料 | 典型性能 |
|---|---|---|
| CNC加工 | 铝合金(6061、7075)、ABS、POM、PC、铜、不锈钢 | 高刚性、高耐磨、可做功能性结构件;热导率高,易变形(需控制加工温度) |
| 3D打印 |
SLA:树脂(UV固化,高精度) SLS:尼龙、TPU FDM:PLA、ABS、PETG |
SLA:高精度、表面光滑;SLS:韧性好、耐温;FDM:成本低、易断裂 |
| 真空复模 | 环氧树脂、聚氨酯、硅胶模、玻璃纤维增强复合材料 | 表面可做纹理、色彩;耐温性差,易变形;适合外观件与小批量 |
3. 精度公差范围
- CNC加工:±0.05mm – ±0.1mm(高精度零件),普通加工可达±0.2mm;可控制复杂结构尺寸一致性。
- 3D打印:SLA ±0.05–0.1mm,SLS ±0.1–0.3mm,FDM ±0.2–0.5mm(受层厚与材料收缩影响)。
- 真空复模:±0.2–0.5mm(取决于模具精度与树脂收缩率),难以控制微小尺寸。
4. 表面质量(粗糙度 & 后处理)
| 工艺 | 表面粗糙度 Ra | 可后处理 |
|---|---|---|
| CNC加工 | 0.1–0.8μm(精铣可达0.05μm) | 抛光、电镀、喷砂、阳极氧化、CNC雕刻 |
| 3D打印 |
SLA:0.05–0.2μm SLS:0.2–0.5μm FDM:0.3–0.8μm |
SLA:可打磨、喷漆、UV涂层 FDM:可砂光、喷漆、贴膜 |
| 真空复模 | 0.5–3μm(树脂表面较粗糙) | 打磨、喷涂、贴膜、贴纸、UV涂层 |
5. 尺寸限制
- CNC加工:无尺寸限制(受限于机床尺寸),可加工大型结构件(如1米以上),但受限于材料硬度和刀具强度。
- 3D打印:受限于打印平台大小,主流SLA/SLS设备单次打印最大尺寸约500×500×600mm,FDM可更大但需拼接。
- 真空复模:受限于模具尺寸,一般不超过1米(大型件需分模或多件拼接),且需模具制作周期。
6. 单件成本与批量成本关系
| 工艺 | 单件成本(¥/件) | 批量成本变化趋势 |
|---|---|---|
| CNC加工 | 高(0.5–5元/件,复杂结构更高) | 批量越大,成本越低(因刀具与设备固定成本摊薄) |
| 3D打印 | 中(0.2–2元/件,SLA高、FDM低) | 批量增大成本下降较慢(材料成本低,但设备折旧成本高) |
| 真空复模 | 低(0.05–0.3元/件,但模具成本高) | 批量越大,成本越低(模具成本摊薄) |
7. 交付周期
- CNC加工:通常3–7天(取决于复杂度),复杂结构需1–2周。
- 3D打印:SLA最快24小时,SLS 1–3天,FDM 1–5天(取决于打印层厚与后处理需求)。
- 真空复模:模具制作需3–7天,成型需1–3天,总周期7–10天(适合小批量,非紧急)。
工艺选型决策树(快速决策工具)
根据产品用途,可参考以下决策树:
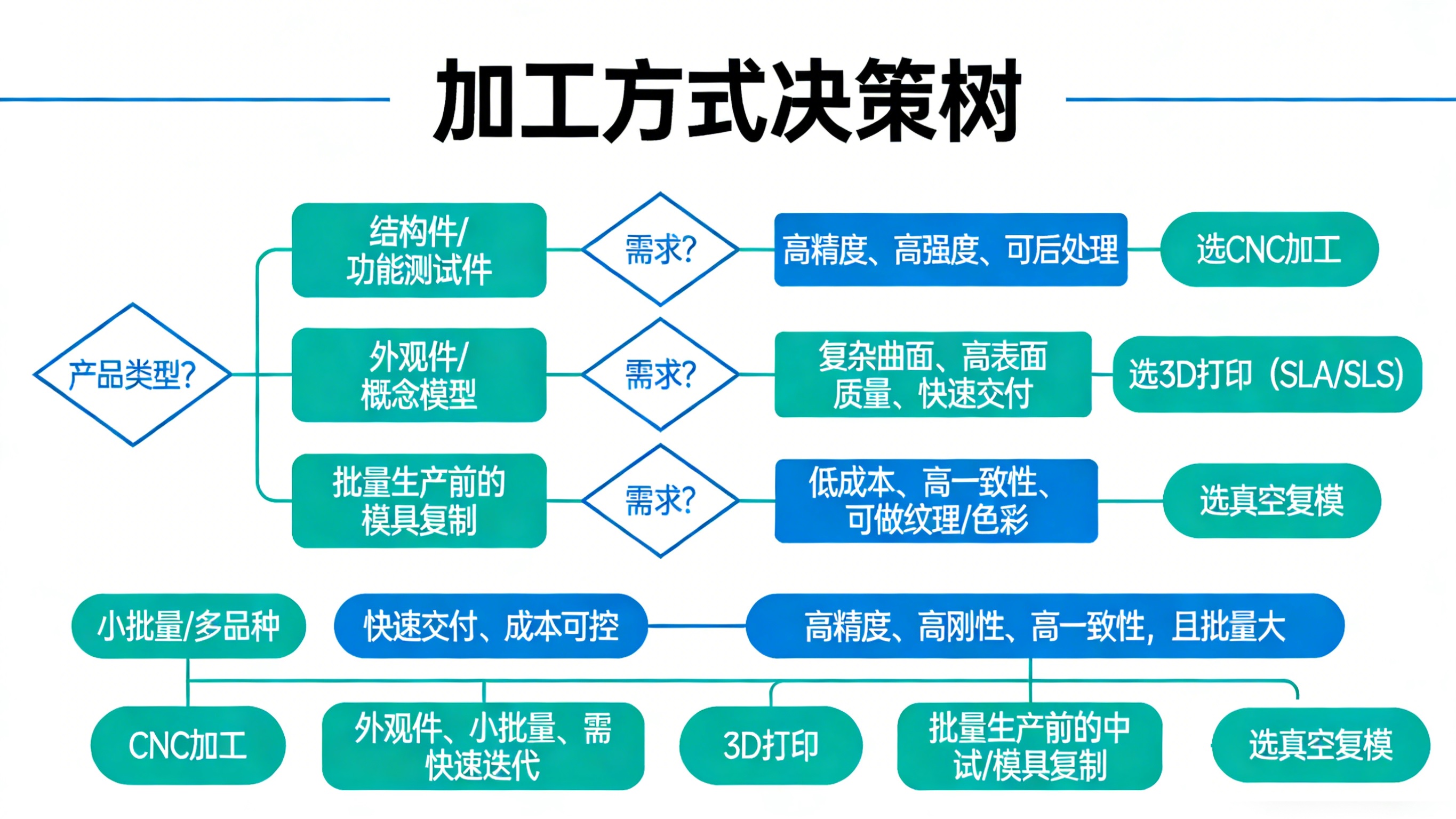
文字版决策树:
- 若产品为结构件/功能测试件,需高精度、高强度、可后处理 → 选CNC加工。
- 若产品为外观件/概念模型,需复杂曲面、高表面质量、快速交付 → 选3D打印(SLA/SLS)。
- 若产品为批量生产前的模具复制,需低成本、高一致性、可做纹理/色彩 → 选真空复模。
- 若产品为小批量/多品种,需快速交付、成本可控 → 3D打印。
- 若产品为高精度、高刚性、高一致性,且批量大 → CNC加工。
- 若产品为外观件、小批量、需快速迭代 → 3D打印。
- 若产品为批量生产前的中试/模具复制 → 真空复模。
结论:无绝对优劣,只有适配场景
在手板制造中,没有“最佳工艺”,只有“最适配工艺”。CNC加工在结构件与功能性测试中不可替代;3D打印在外观件与快速原型中优势明显;真空复模在大批量复制与成本敏感场景中表现优异。工程师应根据产品目标(外观/结构/功能)、交付时间、成本预算、材料要求综合选择。
建议:在项目初期,可采用“3D打印+真空复模”组合方案,用于快速验证外观与结构,再通过CNC加工实现最终结构件,以实现“快速迭代+高精度+低成本”的平衡。
本文由“丰硕”技术团队整理,基于行业实践与设备数据,旨在为手板制造从业者提供客观的工艺选型参考。文中数据均基于当前主流设备与材料性能,实际应用请结合具体项目需求与供应商能力。



